


联系方式

佛山市博鸿自动化机械有限公司
电话:13790001055
电话:0757-86773242
传真:0757-86773242
QQ: 24283407
邮箱: 24283407@qq.com
地址:广东省佛山市南海区桂城林岳社区翔宇工业园
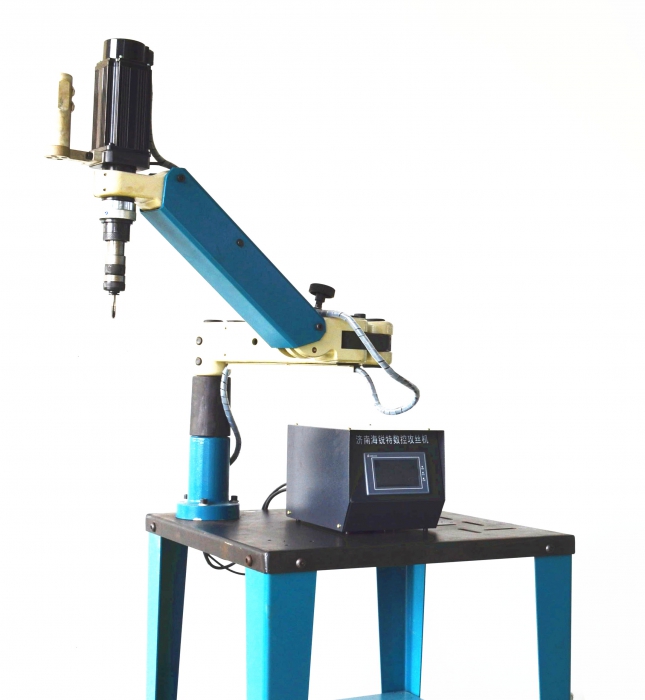
攻丝机 攻丝精度
点击:3069 日期:2018-09-03
从精密(precise)加工发展到超精密加工,是世界各工业强国致力发展的方向。自动攻丝机简洁的自动攻丝机集成冷丝技术概念利用焊接工艺中产生的多余热量熔化非焊接电极——集成冷丝。提高生产力,同样的能量输入提高50%的熔敷率。自动攻丝机不同的应用中,自动攻丝机熔敷率提高意味着焊接速度更快,生产效率更高。在很多应用中使用更少的焊道完成工作。在50%熔敷率下,减少20%的焊剂消耗量。 还可以在很多方面节省,焊接时能量高度集中,能量消耗的减少给环境和成本带来更多益处。熔敷率显著提高的同时不需过多的能量输入,这样确保了能量消耗显著减少。其精度(精确度)从微米级到亚微米(Sub micron)级,乃至纳米级(<10nm),其应用范围(fàn wéi)日趋广泛(extensive)。
高速高精加工机床的进给驱动,主要有“回转伺服马达加精密高速滚珠丝杠”和“直线电机直接驱动”两种类型。此外,新兴的并联机床也易于实现高速进给。
攻丝(工具:丝攻或丝锥)机滚珠丝杠由于工艺成熟,应用广泛(extensive),不仅精度(精确度)能达到较高(ISO3408 1级),而且实现高速化的成本也相对较低,所以迄今仍为许多高速加工机床所采用。全自动攻丝机属于螺纹成型机械领域。其组成包括工作平台,其左端设置有底板,在底板的左端固定有腾空架,在腾空架的左端固定有出料槽;振动式送料盘,设置在工作平台的右端;攻丝座台,固定在腾空架上,其一侧的上部构成有挡檐、另一侧的上部构成有导轨、中部构成有顶杆头槽;台钻,设置在工作平台的左端的一侧;推料机构,设置在腾空架的顶部;定位机构,设置在推料机构上;第一限定装置固定在攻丝座台的一侧,第二限定装置固定在攻丝座台的另一侧;直线输送器,设置在底板上,在直线输送器的顶部配置直线导轨,直线导轨的一端伸展到攻丝座台,另一端与振动式送料盘配接。优点;减轻工人的工作强度,提高攻丝效率,保障工人的安全。当前使用滚珠丝杠驱动的高速加工机床最大移动速度90m/min,加速度1.5g。
滚珠丝杠属机械传动,在传动过程中不可避免存在弹性变形、摩擦和反向间隙,相应地造成运动滞后和其它非线性偏差,为了排除(Remove)这些误差对加工精度(精确度)的影响(influence),1993年开始在机床上应用直线马达直接驱动,由于是没有中间环节的“零传动”,不仅运动惯量小、系统(system)刚度大、响应快,可以达到很高的速度和加速度,而且其行程长度理论上不受限制(limit),定位精度在高精度位置(position )反馈(fǎn kuì)系统的作用下也易达到比较高水平,是高速高精加工机床特别是中、大型机床较理想的驱动方式方法。目前使用直线电机的高速高精加工机床最大快移速度已达208m/min,加速度2g,并且还有发展余地。
高速高精加工机床的进给驱动,主要有“回转伺服马达加精密高速滚珠丝杠”和“直线电机直接驱动”两种类型。此外,新兴的并联机床也易于实现高速进给。
攻丝(工具:丝攻或丝锥)机滚珠丝杠由于工艺成熟,应用广泛(extensive),不仅精度(精确度)能达到较高(ISO3408 1级),而且实现高速化的成本也相对较低,所以迄今仍为许多高速加工机床所采用。全自动攻丝机属于螺纹成型机械领域。其组成包括工作平台,其左端设置有底板,在底板的左端固定有腾空架,在腾空架的左端固定有出料槽;振动式送料盘,设置在工作平台的右端;攻丝座台,固定在腾空架上,其一侧的上部构成有挡檐、另一侧的上部构成有导轨、中部构成有顶杆头槽;台钻,设置在工作平台的左端的一侧;推料机构,设置在腾空架的顶部;定位机构,设置在推料机构上;第一限定装置固定在攻丝座台的一侧,第二限定装置固定在攻丝座台的另一侧;直线输送器,设置在底板上,在直线输送器的顶部配置直线导轨,直线导轨的一端伸展到攻丝座台,另一端与振动式送料盘配接。优点;减轻工人的工作强度,提高攻丝效率,保障工人的安全。当前使用滚珠丝杠驱动的高速加工机床最大移动速度90m/min,加速度1.5g。
滚珠丝杠属机械传动,在传动过程中不可避免存在弹性变形、摩擦和反向间隙,相应地造成运动滞后和其它非线性偏差,为了排除(Remove)这些误差对加工精度(精确度)的影响(influence),1993年开始在机床上应用直线马达直接驱动,由于是没有中间环节的“零传动”,不仅运动惯量小、系统(system)刚度大、响应快,可以达到很高的速度和加速度,而且其行程长度理论上不受限制(limit),定位精度在高精度位置(position )反馈(fǎn kuì)系统的作用下也易达到比较高水平,是高速高精加工机床特别是中、大型机床较理想的驱动方式方法。目前使用直线电机的高速高精加工机床最大快移速度已达208m/min,加速度2g,并且还有发展余地。
热门文章推荐
- [2018-12-13]攻丝机技术参数—攻丝机
- [2018-12-12]攻丝机攻牙机厂家
- [2018-12-07]攻丝机多少钱一台?攻丝机厂家的价格
- [2016-07-21]博鸿机械公司厂房大门
- [2016-07-21]营业执照
- [2016-07-21]博鸿机械工厂现场2
- [2016-07-21]博鸿机械工厂现场1
- [2016-07-21]博鸿机械工厂办公室一角
- [2016-07-21]博鸿机械质量品牌示范企业
- [2016-07-28]钻孔机-志高