


联系方式

佛山市博鸿自动化机械有限公司
电话:13790001055
电话:0757-86773242
传真:0757-86773242
QQ: 24283407
邮箱: 24283407@qq.com
地址:广东省佛山市南海区桂城林岳社区翔宇工业园
了解自动攻丝机的工作参数
点击:3625 日期:2018-09-28
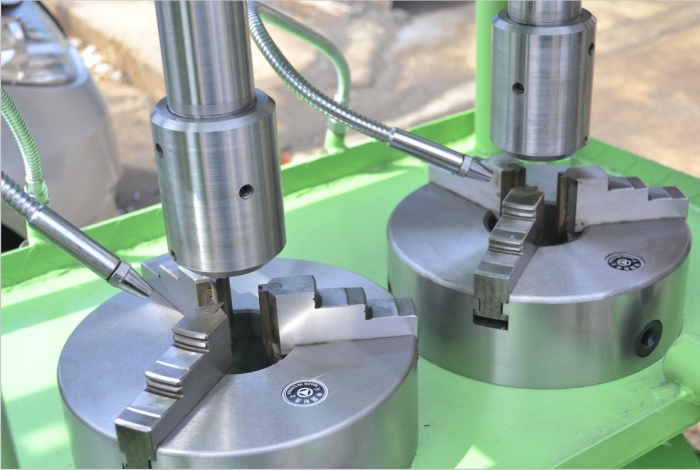
由于自动攻丝机解决了许多工件难以装夹、定位或定位不准的问题(Emerson),因此经常用于精密(precise)零件以及对切削要求非常高的加工操作.下面为大家介绍一下自动攻丝机,主要从从自动攻丝机的工作参数来进行了解(Find out).
由于钛(Ti)合金(alloy)具有大的弹性和变形率,因而需要采用相对较小的切削速度.在加工钛合金(titanium alloy)零件的小孔时,一般采用的圆周切削速度为10~14英寸.一般不推荐采用更小的速度,因为那样会导致(cause)工件的冷作硬化.另外,也需留意刀具破损而导致切削热.
(2)自动攻丝(工具:丝攻或丝锥)机的容屑槽
在深孔攻丝时,需最大化减少丝锥槽数,使每个槽的容屑空间增大.这样,当丝锥退刀时,可以带走更多的铁屑,减小由于铁屑梗塞而形成刀具破损的时机.但另一方面,丝锥容屑槽的加大使得芯部直径减小,因而,丝锥强度(strength)遭到影响(influence).所以这也会影响切削速度.另外,螺旋槽丝锥比直槽丝锥更易排屑.
(3)自动攻丝(工具:丝攻或丝锥)机攻丝的前角和后角
小前角可进步切削刃强度,从而增加刀具寿命(lifetime);而大前角有利于切削长切屑的金属.因而在对钛(Ti)合金(alloy)加工时,需综合考虑(consider)这两个方面的因素(factor),选用合适的前角.大后角可以减小刀具和切屑之间的摩擦.因而有时使用丝锥后角为40°.在加工钛金属时,在丝锥上磨出大的后角,有利于排屑.另外,全磨制丝锥和刃背铲磨的丝锥也有利于攻丝(工具:丝攻或丝锥).
通过(tōng guò)对自动攻丝机工作参数的了解(Find out),客户在选择(xuanze)和使用自动攻丝机时就可以注意(attention)相关(related)问题(Emerson)了.为了更好地操作控制自动攻丝机,希望广大客户朋友在操作自动攻丝机之前,仔细阅读产品(Product)使用说明书,保证操作的正确性.
由于钛(Ti)合金(alloy)具有大的弹性和变形率,因而需要采用相对较小的切削速度.在加工钛合金(titanium alloy)零件的小孔时,一般采用的圆周切削速度为10~14英寸.一般不推荐采用更小的速度,因为那样会导致(cause)工件的冷作硬化.另外,也需留意刀具破损而导致切削热.
(2)自动攻丝(工具:丝攻或丝锥)机的容屑槽
在深孔攻丝时,需最大化减少丝锥槽数,使每个槽的容屑空间增大.这样,当丝锥退刀时,可以带走更多的铁屑,减小由于铁屑梗塞而形成刀具破损的时机.但另一方面,丝锥容屑槽的加大使得芯部直径减小,因而,丝锥强度(strength)遭到影响(influence).所以这也会影响切削速度.另外,螺旋槽丝锥比直槽丝锥更易排屑.
(3)自动攻丝(工具:丝攻或丝锥)机攻丝的前角和后角
小前角可进步切削刃强度,从而增加刀具寿命(lifetime);而大前角有利于切削长切屑的金属.因而在对钛(Ti)合金(alloy)加工时,需综合考虑(consider)这两个方面的因素(factor),选用合适的前角.大后角可以减小刀具和切屑之间的摩擦.因而有时使用丝锥后角为40°.在加工钛金属时,在丝锥上磨出大的后角,有利于排屑.另外,全磨制丝锥和刃背铲磨的丝锥也有利于攻丝(工具:丝攻或丝锥).
通过(tōng guò)对自动攻丝机工作参数的了解(Find out),客户在选择(xuanze)和使用自动攻丝机时就可以注意(attention)相关(related)问题(Emerson)了.为了更好地操作控制自动攻丝机,希望广大客户朋友在操作自动攻丝机之前,仔细阅读产品(Product)使用说明书,保证操作的正确性.
热门文章推荐
- [2018-12-13]攻丝机技术参数—攻丝机
- [2018-12-12]攻丝机攻牙机厂家
- [2018-12-07]攻丝机多少钱一台?攻丝机厂家的价格
- [2016-07-21]博鸿机械公司厂房大门
- [2016-07-21]营业执照
- [2016-07-21]博鸿机械工厂现场2
- [2016-07-21]博鸿机械工厂现场1
- [2016-07-21]博鸿机械工厂办公室一角
- [2016-07-21]博鸿机械质量品牌示范企业
- [2016-07-28]钻孔机-志高