


联系方式

佛山市博鸿自动化机械有限公司
电话:13790001055
电话:0757-86773242
传真:0757-86773242
QQ: 24283407
邮箱: 24283407@qq.com
地址:广东省佛山市南海区桂城林岳社区翔宇工业园
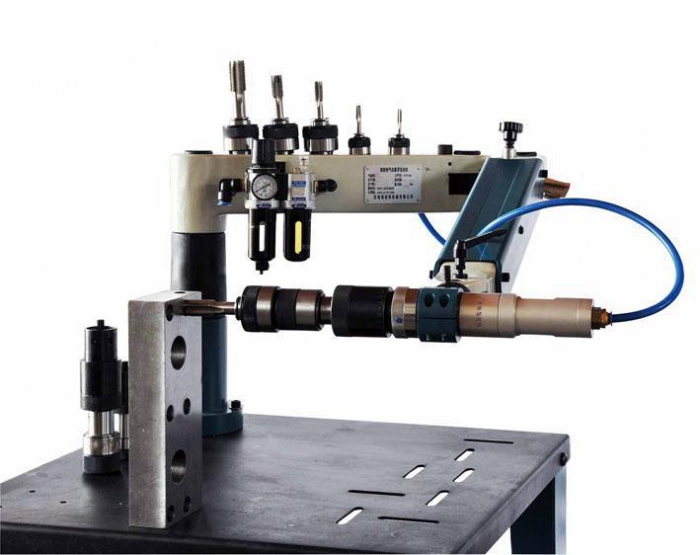
套筒攻丝机的调整方法
点击:3555 日期:2018-10-26
套筒攻丝(工具:丝攻或丝锥)机是主要用于生产建筑工程(Engineering)用钢筋直螺纹连接套筒的专用设备(shèbèi),由于套筒攻丝机可实现多种规格套筒的加工,所以必须根据套筒的实际尺寸对机床的送料系统(system),加紧系统,导螺杆主轴,丝锥卡套等进行相应的调整或更换.下面我们就一起来了解(Find out)一下套筒攻丝机的具体调整方法.
料槽由排料槽与送料槽组成,排料槽的宽度要大于工件长度一般为+2~+4MM.送料槽要根据工件的直径做高度方向的调整,一般要求送料槽装上工件后于夹具中的工件同轴(如果不同轴需要调整相应螺栓(组成:头部和螺杆组成)),用与气缸连接的送料杆推进工件应顺利无卡.另外排料槽的斜角也可以适当的调整,一般建议斜角越小越好,但要满足自动走料的要求.
送料杆是安装在送料汽缸上,左右送料汽缸由电磁阀控制,手动操作控制时通过(tōng guò)按压电磁阀上的手动按钮来控制送料杆的前进与后退.送料杆的送料位置(position )要根据工件的长度做相应调整,一般建议工件在夹具的中心位置夹紧,其调整方法是通过调节送料杆与汽缸杆的螺纹连接长度确定.
2、夹具部分调整
更换夹具时从压板上拆下夹具,夹具用M10螺丝(screw)固定(fixed)在上下压板上.夹具更换不影响中心位置,由加工控制(control),所以一般套筒攻丝机床中心位置不需要调整,除非维修过升降汽缸或升降台板后需要重新调整中心高.
(1)夹紧力的调整.一般建议选用本批次产品(Product)中外圆直径最大的工件作为样件进行夹紧力调整,力度标准为手工用力提起杠杆臂后汽缸顶杆距杠杆臂的距离为15MM,可通过(tōng guò)杠杆臂上气缸(压缩空气)的活塞(piston)杆进行调整.
(2)杠杆臂位置(position )调整.一般我们建议夹紧汽缸完全伸出后其顶杆与杠杆臂定位孔成一直线,如果不是一直线,可通过调整杠杆臂前支点的两块支架板的前后位置进行调整.调整好后用本批次最大外圆工件进行送料实验,如果无问题(Emerson)就可进行下一步调整.
3、攻丝(工具:丝攻或丝锥)轴部分调整
(1)攻丝(工具:丝攻或丝锥)轴的螺距要与被加工工件螺距一样,否则不能进行加工.本机的丝锥柄已经按标准丝锥与标准工件的长度尺寸进行优化设计,保证整根丝锥的全寿命(lifetime)使用.
(2)攻丝轴更换方法.首先将攻丝轴前螺母的两个固定(fixed)螺丝取下,然后将行程控制(control)滑块的调整螺丝拆卸,用10MM六角扳手将行程控制滑块卸下,然后将攻丝轴整体向前移动,最终从机床前面卸下来,安装时按卸下来的顺序反向安装即可,但要注意攻丝轴后滑套上的螺丝孔位置必须对槽.
根据工件尺寸选用合适的锥柄与丝锥安装在一起,由螺丝固定(fixed)好后插入主轴孔中,使端前键连接到位.
攻丝轴行程的调整.首先由手动操作升降汽缸电磁阀(magnet valve )将升降台锁定下位,然后放入工件,保证工件在夹具中的正确位置(position ).用盒尺测量丝锥的前端面距工件进口端面距离不小于20MM,然后将后位接近开关的位置调整至行程滑块的中间位置,再用盒尺测量丝锥端面到工件出口位置的距离,根据此测量结果确定滑块调整螺丝(screw)到前位行程开关的距离,要考虑(consider)到丝锥的虚扣部分.
希望上面的介绍对您正确调整套筒自动攻丝机有所帮助,如果您在调整套筒自动攻丝机的过程(guò chéng)中有什么不懂的地方,请参考产品使用说明书或来电咨询详情.
料槽由排料槽与送料槽组成,排料槽的宽度要大于工件长度一般为+2~+4MM.送料槽要根据工件的直径做高度方向的调整,一般要求送料槽装上工件后于夹具中的工件同轴(如果不同轴需要调整相应螺栓(组成:头部和螺杆组成)),用与气缸连接的送料杆推进工件应顺利无卡.另外排料槽的斜角也可以适当的调整,一般建议斜角越小越好,但要满足自动走料的要求.
送料杆是安装在送料汽缸上,左右送料汽缸由电磁阀控制,手动操作控制时通过(tōng guò)按压电磁阀上的手动按钮来控制送料杆的前进与后退.送料杆的送料位置(position )要根据工件的长度做相应调整,一般建议工件在夹具的中心位置夹紧,其调整方法是通过调节送料杆与汽缸杆的螺纹连接长度确定.
2、夹具部分调整
更换夹具时从压板上拆下夹具,夹具用M10螺丝(screw)固定(fixed)在上下压板上.夹具更换不影响中心位置,由加工控制(control),所以一般套筒攻丝机床中心位置不需要调整,除非维修过升降汽缸或升降台板后需要重新调整中心高.
(1)夹紧力的调整.一般建议选用本批次产品(Product)中外圆直径最大的工件作为样件进行夹紧力调整,力度标准为手工用力提起杠杆臂后汽缸顶杆距杠杆臂的距离为15MM,可通过(tōng guò)杠杆臂上气缸(压缩空气)的活塞(piston)杆进行调整.
(2)杠杆臂位置(position )调整.一般我们建议夹紧汽缸完全伸出后其顶杆与杠杆臂定位孔成一直线,如果不是一直线,可通过调整杠杆臂前支点的两块支架板的前后位置进行调整.调整好后用本批次最大外圆工件进行送料实验,如果无问题(Emerson)就可进行下一步调整.
3、攻丝(工具:丝攻或丝锥)轴部分调整
(1)攻丝(工具:丝攻或丝锥)轴的螺距要与被加工工件螺距一样,否则不能进行加工.本机的丝锥柄已经按标准丝锥与标准工件的长度尺寸进行优化设计,保证整根丝锥的全寿命(lifetime)使用.
(2)攻丝轴更换方法.首先将攻丝轴前螺母的两个固定(fixed)螺丝取下,然后将行程控制(control)滑块的调整螺丝拆卸,用10MM六角扳手将行程控制滑块卸下,然后将攻丝轴整体向前移动,最终从机床前面卸下来,安装时按卸下来的顺序反向安装即可,但要注意攻丝轴后滑套上的螺丝孔位置必须对槽.
根据工件尺寸选用合适的锥柄与丝锥安装在一起,由螺丝固定(fixed)好后插入主轴孔中,使端前键连接到位.
攻丝轴行程的调整.首先由手动操作升降汽缸电磁阀(magnet valve )将升降台锁定下位,然后放入工件,保证工件在夹具中的正确位置(position ).用盒尺测量丝锥的前端面距工件进口端面距离不小于20MM,然后将后位接近开关的位置调整至行程滑块的中间位置,再用盒尺测量丝锥端面到工件出口位置的距离,根据此测量结果确定滑块调整螺丝(screw)到前位行程开关的距离,要考虑(consider)到丝锥的虚扣部分.
希望上面的介绍对您正确调整套筒自动攻丝机有所帮助,如果您在调整套筒自动攻丝机的过程(guò chéng)中有什么不懂的地方,请参考产品使用说明书或来电咨询详情.
热门文章推荐
- [2018-12-13]攻丝机技术参数—攻丝机
- [2018-12-12]攻丝机攻牙机厂家
- [2018-12-07]攻丝机多少钱一台?攻丝机厂家的价格
- [2016-07-21]博鸿机械公司厂房大门
- [2016-07-21]营业执照
- [2016-07-21]博鸿机械工厂现场2
- [2016-07-21]博鸿机械工厂现场1
- [2016-07-21]博鸿机械工厂办公室一角
- [2016-07-21]博鸿机械质量品牌示范企业
- [2016-07-28]钻孔机-志高